品牌:河北威岳机械
材质:灰铁250
精度:0-1-2-3
工作面硬度:hb170-240
起订:1件
供应:9999件
发货:3天内
如果对T型槽焊接平台常见不足进行划分,其中就可以通过铸造工艺流程进行归类,包括铸造不足,退火过程造成的不足和镀锌过程的不足三个方面。
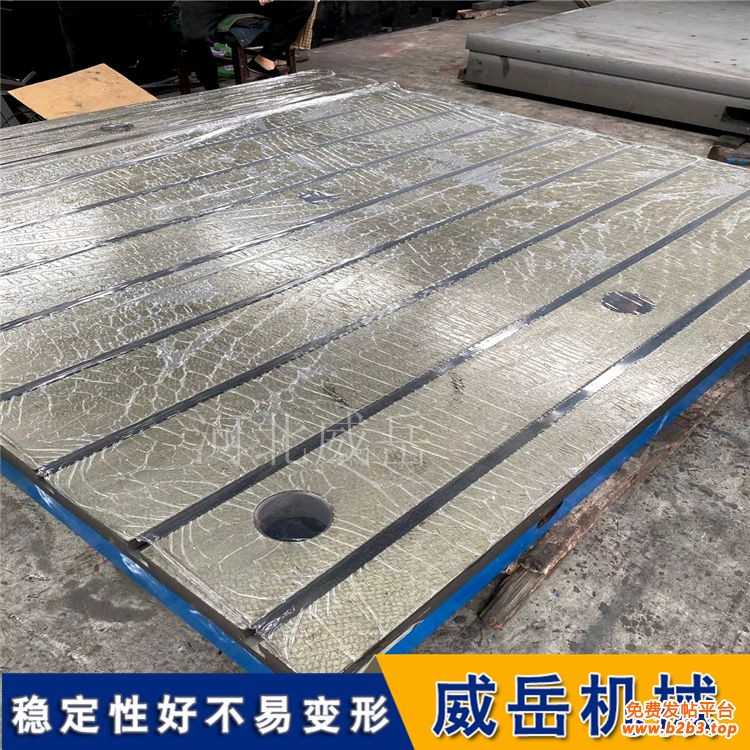
一、铸造不足有缩孔、缩松、气孔、裂纹、粘砂、T型槽焊接平台铸件表面粗糙、缩陷、偏芯、错箱、烧不足、漏箱、灰口、麻点、反白口等。
二、热处理不足有裂纹、氧化层过厚、白边过厚、过烧、树枝状晶疏松、回火脆性、变形、退火不足、花心断口等。而,
三 热镀锌不足有锌粒、气泡、表面粗糙、皱皮、缺锌(露锌),表面色泽不付要求(发白、发黄、发黑),锌层不均或过厚、镀锌脆性等。
作为具有代表性的不足而言,我们先来讲讲裂纹产生的原因和防止方法如下:
不足名称:裂纹,具体又可以分为热裂和冷裂。
t型槽焊接平台裂纹 特征:1)、热裂-在高温时形成,断口呈氧化色,裂纹曲折而不规则,是沿晶界断裂所致。 2)、冷裂-在较低温度下形成,裂纹系穿晶断裂,故常呈连续直线状,表面干净,具有金属光泽或有较轻微的氧化色。
威岳小编整理了T型槽焊接平台裂纹产生原因:
1、T型槽焊接平台铸件凝固收缩过程中收缩受阻。
2、T型槽焊接平台铸件结构造成的内应力过大。
3、对T型槽焊接平台造成的机械损伤
4、某些冶金因素,如含气量高。
5、铁液碳硅量太低,含硫量过高,浇注温度过高。
6、复杂铸件打箱过早,退火时加热速度过快,二阶段石墨化或高温脱碳退火后空冷温度过高。
针对以上原因,逐条防控,依次完善,防止方法便是:
a、改善导致热裂倾向大的冶金因素。
b、改善铸件结构。
c 、防止机械损伤。
d 、改善型、芯砂退让性,正确设计浇冒口。
e 、适当提高铁液中碳硅含量控制含硫量及浇注温度。
f、控制打箱温度,控制退火时的加热速度和退火后的冷却速度。
不管在哪个环节上出现的T型槽焊接平台生产不足,因为其过程是不可逆转的,所以究其根本,杜绝才是重中之重。严格防范,使其发挥更好的效果。河北威岳机械http://www.chinaweiyue.com/竭诚为您服务!
详询可登陆我们的官网http://www.chinaweiyue.com/或服务电话
联系人:威岳销售部邓女士 15533753786竭诚为您服务!